Titanium alloys are notoriously challenging to machine, and fabricating high-precision titanium alloy rotors presents a significant hurdle within the mechanical engineering industry. This paper outlines a comprehensive set of machining techniques developed through the successful production of several high-precision components, proving that these processes effectively address the challenges associated with machining such intricate parts.
**Process Analysis**
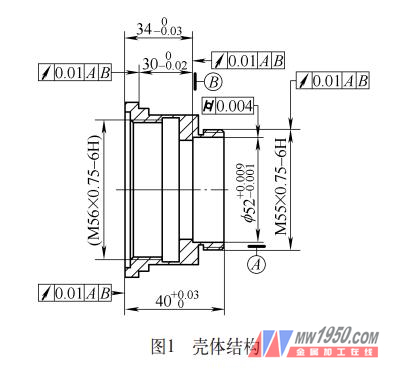
As illustrated in Figure 1, the component in question is made from titanium alloy TC4. Two major issues arise during machining: first, overcoming the inherent difficulties in working with this material, and second, ensuring the part maintains its dimensional stability to meet precision requirements.
**Challenges in Machining**
Titanium alloys present two primary obstacles when being machined. First, their complex atomic structure makes them difficult to work with due to their high affinity and the tendency of lattice atoms to resist movement from equilibrium positions. When the material's hardness exceeds 350HBW, machining becomes exceptionally arduous. Conversely, if the hardness falls below this threshold, adhesion between the tool and the material becomes more likely.
The second challenge involves the high temperatures generated during cutting, which cause rapid tool wear. The thermal conductivity of titanium alloys is significantly lower than that of stainless steel or high-temperature alloys, leading to poor heat dissipation. This results in elevated temperatures in the cutting zone, accelerating tool wear and compromising surface finish.
To manage deformation during machining, four critical factors must be considered:
1. **Poor Structural Rigidity**: With walls as thin as 1.5mm or 2mm, the parts lack sufficient rigidity, causing them to deform under cutting forces.
2. **Cutting Parameter Control**: Variations in cutting speed, feed rate, and depth can induce vibrations, leading to part distortion.
3. **Clamping Force Effects**: Radial clamping pressures during setup can distort the part, creating elliptical shapes post-machining, which leads to dimensional inconsistencies.
4. **Stress Release**: Throughout the machining process, internal stresses and those induced by cutting forces are continually released, affecting the part’s dimensional and geometric tolerances.
5. **Temperature Fluctuations**: Precision parts are sensitive to environmental conditions, including temperature changes in both the machining environment and the machine itself.
**Solutions**
To address these challenges, several strategies were implemented:
1. **Tool Material Selection**: Using tools with excellent wear resistance, high bending strength, good thermal conductivity, and anti-adhesion properties extends tool life. Based on extensive testing, optimal tool materials include I C907 for finishing, Y G10HT for semi-finishing, and YG643 for roughing.
2. **Optimizing Tool Parameters**: Different machining stages require distinct tool parameters. For roughing, rake angles range from 4° to 6°, relief angles from 11° to 13°, and lead angles from 45° to 60°. Finishing requires smaller angles, such as a rake angle of 8° to 10°, a relief angle of 15° to 17°, and a lead angle of 43°.
3. **Cutting Fluid Application**: Extreme pressure emulsions serve to cool the cutting zone and remove debris promptly. Centralized coolant delivery ensures efficient cooling and minimizes the risk of chip buildup.
4. **Process Optimization**: A staged approach—roughing, heat treatment, semi-finishing, further heat treatment, finishing, and final heat treatment—is employed to progressively relieve stress. Semi-finishing and finishing cycles are designed to correct reference distortions and maintain rotational symmetry.
5. **Cutting Parameter Adjustment**: Tailored cutting speeds and feeds are applied depending on the machining stage. Roughing employs speeds of 40-50 m/min, semi-finishing at 80-100 m/min, and finishing at 180-240 m/min.
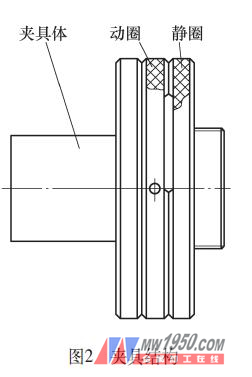
6. **Fixture Design**: As seen in Figure 2, fixtures use the part's own threads for tensioning and face positioning, avoiding radial forces that could distort the part. This allows simultaneous processing of multiple features, ensuring dimensional accuracy.
7. **Heat Treatment**: A three-stage heat treatment protocol includes annealing at approximately 700°C after roughing, aging at 550°C post-semi-finishing, and stabilization at 45°C and 80°C after finishing.
8. **Temperature Regulation**: Maintaining a stable environment around 22°C with a central air conditioner ensures consistent machining conditions.
**Conclusion**
By carefully selecting tool materials, optimizing cutting parameters, and implementing advanced process controls, this study demonstrates a robust methodology for machining titanium alloy high-precision components. These techniques not only enhance product quality but also increase part yield, offering valuable insights for similar manufacturing scenarios.
Bedside Table,Abs Material Bedside Table,Movable Hospital Bedside Table,Bedside Trolley Table
Changzhou Offistyle Furniture Co., Ltd. , https://www.offistylefurniture.com