(1) Machining accuracy
Machining accuracy includes meso-cavity roundness and taper, which are mainly formed by machine tool precision, fixture accuracy and the above-mentioned grinding process parameters. Usually, the jig is less than 2μm after the workpiece is clamped by the fixture, and the grinding wheel is less than 2μm. The repeated positioning accuracy of the grinding wheel in the oscillating oscillation is less than 2μm. The distance of the grinding wheel from the orifice end will affect the taper of the middle hole.
When grinding the seat surface, the accurate stability of the grinding section of the grinding wheel will affect the straightness of the seat busbar. Since the pressure chamber is only φ1mm, the swinging range of the grinding wheel of the grinding machine should be controlled at 0.2-0.25mm. Therefore, it is reasonable to determine the grinding coordinates of the CNC machine tool, and the position of the grinding wheel to correct the coordinates is also an important parameter to promote product quality.
(2) grinding burns
If the process parameters in the middle hole or seat surface grinding process are unreasonable or the dimensional accuracy of the blank is not well controlled, the phenomenon of grinding burns will occur, as shown in Figure 1:
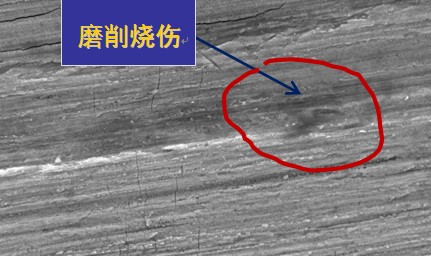
Figure 1 grinding burns
This type of grinding burn is mainly caused by the following factors.
The grinding wheel has low linear velocity, low cutting force, and the normal force of the grinding wheel and the workpiece surface. As shown in Fig. 2, it shows that the normal grinding force changes with the increase of the linear speed of the grinding wheel, so the grinding wheel should be improved as much as possible. Rotating speed.
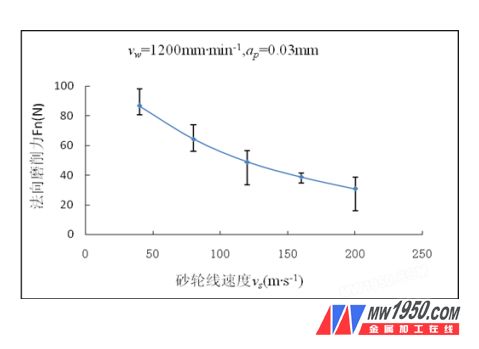
Figure 2 Relationship between grinding wheel speed and normal grinding force
The coolant cannot penetrate deep into the deep hole machining surface at high speeds. With the local burn caused by the uneven metal removal rate (Fig. 1), the relationship between the depth of the hardened layer and the hardness of the burn is shown in Fig. 3. At the same time, an oxide film and a hardened layer are generated to make the hardness of the workpiece uneven. This is especially the case with seat grinding of injectors. The wear resistance, corrosion resistance and fatigue strength of the workpiece are greatly reduced, and the service life of the grease nipple is shortened.
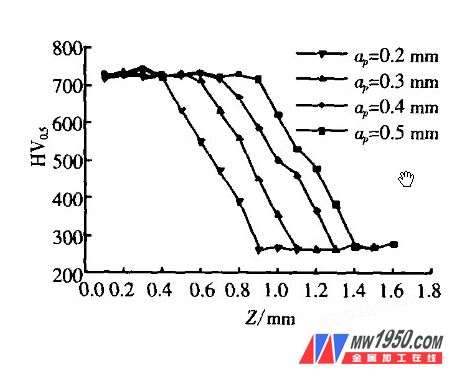
Figure 3 Relationship between depth and hardness of hardened layer [1]
(3) Grinding surface cracks and microcracks
When the grinding parameter selection is unreasonable, the grinding wheel correction state is not good, and there is residual stress in the single point grinding or after the heat treatment of the part. After grinding, the grinding surface of the mesoporous seat surface will produce cracks or fine cracks (Fig. 4). Cracks and fine cracks, especially at the seat pressure chamber, will cause cavitation on the front edge of the seat, which will reduce the fatigue strength of the workpiece and will fail early after a period of operation.
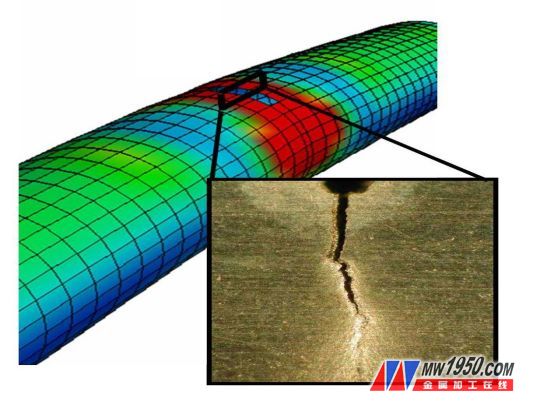
Figure 4 micro crack
Metal processing online more related information:
Analysis of technical characteristics of common rail injector parts corresponding to grinding
Process technology for grinding the hole seat surface of needle valve body
Technical measures to improve surface integrity and precision of mesoporous surface grinding
Shopping Cart Caster,Escalator Caster,Lift Caster
Heavy Duty Plate Casters,Medium Duty Plate Casters Co., Ltd. , http://www.chheavydutycaster.com