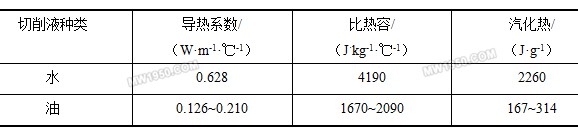
Water and oil performance comparison




1.Adopt quality ABS resin raw material, imported UV. 2. ABS solid edge banding have matt+high gloss+emboss finish surface. 3.Customize size and color.size range from 0.35-3.0mm thick and 12-620mm width. Above 98% matching to customer`s standard panel. 4.Eleven years ABS manufacture experience. 5.Strict quality control system; well after-sales service are promised:strict test during every step of ABS Edge Banding produce. 6.Won high praise from cooperated customers 7. We promise to only offer high quality edge banding.

ABS Solid Color Edge Banding
ABS Solid Color Edge Banding, Solid ABS Plastic Edge Banding, Furniture Solid Color ABS Edge Banding, ABS edge banding single color, unit color ABS edge banding
Sinowolf Plastic Dekor Co., Ltd , http://www.sinowolfdekor.com